



TCP Control – Basic for ARC
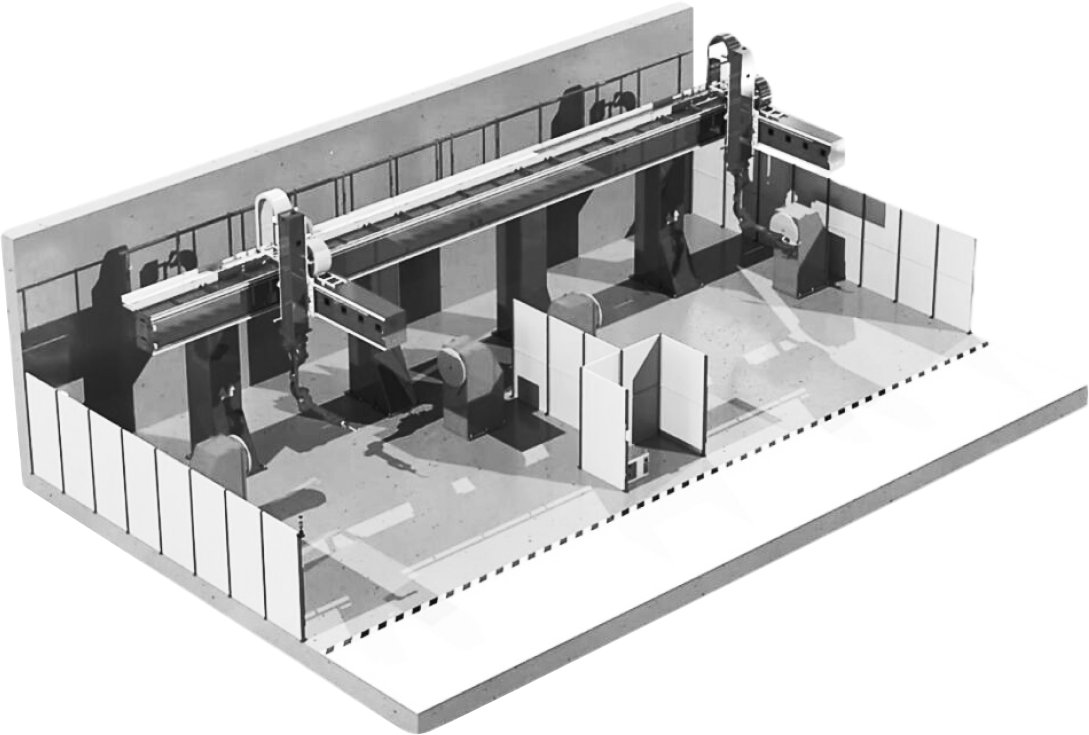
Program inspekcji jest wykonywany w regularnych odstępach czasu, co pozwala na sprawdzenie dokładnego położenia drutu. Dzięki dokładnemu sprawdzeniu końcówki prądowej jesteśmy w stanie dostosować zużycie jak i jakość drutu (wyeliminować ewentualne skręcanie). Podczas programowania dojazdu robota do urządzenia testującego umieszcza się palnik w taki sposób, aby drut przecinał dwie wiązki światła laserowego, trzymając przy tym palnik w stanie nienaruszonym. Funkcja ta daje dużo możliwości przy kolejnych sprawdzeniach, ponieważ jeżeli zdarzy się kolizja, a narzędzie będzie zdeformowane, a operator nie zauważy zaistniałego odkształcenia to podczas sprawdzenia w urządzeniu testującym co najmniej jedna z barier świetlnych nie będzie przerwana. W takim przypadku robot się automatycznie zatrzyma, a na kontrolerze pojawi się alarm informujący o przyczynie błędu, który to błąd może zostać naprawiony przez operatora lub automatyczny pomiar palnika.
Zalety
- Możliwość zwiększenia jakości.
- Zwiększenie dostępności dzięki wczesnemu wykrywani zużycia na palniku.
- Możliwość sprawdzenia palnika w regularnych odstępach czasu.
- Automatyczna korekta programu po kolizji.
- Automatyczna regulacja TCP po wymianie palnika.
- Komunikat błędu w przypadku maksymalnego odchylenia TCP.